
『洗浄で生菌対策』
生菌数の増加は洗浄不良が要因と言われています。
今回は洗浄を中心とした生菌対策について考えてみましょう。
1.目視で汚れを確認
生菌数に異常があった場合、バルクからミルクライン、ミルカーまで生乳が通る場所に汚れが無いか確認しましょう。
◆目視による改善事例
A農場では生菌数が0.3万前後となっていました。
原因を探ったところ、バルクの生乳投入口の洗浄不足が見つかり改善した結果、生菌数が回復しました。(図1)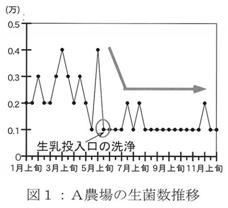
2.洗浄液を確認
(1)液量
次のようなことが見られる場合には洗浄液の不足が考えられるため、メーカーに相談をしましょう。
洗浄水不足のサイン
- バットの洗浄液が空になってから循環洗浄の帰りの洗浄液がなかなか戻ってこない
- バットの洗浄液を吸上げている時に空気の吸込みが多い
(2)洗剤・殺菌剤
洗剤や殺菌剤は規定の濃度で効果が発揮されます。
濃度を遵守できるよう説明書きを守って使用しましよう。
適正量利用のための確認
- 洗剤や殺菌剤の容器に日付や横線を引き使用量を確認
- 洗剤類を自動供給の場合、吸い上げ機械(写真1)のメンテナンスとチューブ類の詰まりの確認
- アルカリ洗浄水の場合、PHが12以上あること

(3)温度
洗剤は汚れの再付着を防ぐため、40度以上の排出温度が必要です。
逆に殺菌剤は高温で殺菌効果が低下するため、43度以下の使用が大切です。
洗浄水の温度
- アルカリと酸洗剤
開始時温度 70~80度
排出時温度 40度以上 - 殺菌
43度以下、熱湯は不可
◆冬場は冷えに注意!
冬場に生菌数が上がる場合、ボイラーの老朽化や配管の冷えで排出温度が40度以上になっていない可能性があります。
その場合には、ボイラーの点検修理や循環時間の短縮(ただし6分以上を確保)、場合によっては入替えを検討しましよう。
3.パッキン類の交換
劣化したパッキン・チューブのひび割れは細菌の温床となり、洗浄の妨げとなります。
定期的に交換をしましよう。
◆パッキン交換による改善事例
B農場ではパイプラインのパッキンを交換したところ、洗浄不足の指標にもされている耐熱性菌が減少しました。
以降、耐熱性菌のランクはA(殆ど検出無し)を継続しています。
生菌数はちょっとした事が原因かもしれません。
洗浄に係わる項目をチェックし、対策を行いましよう。